


All Issues
Walnut dehydrators vary in performance
Publication Information
California Agriculture 44(1):12-13.
Published January 01, 1990
PDF | Citation | Permissions
Abstract
Samples from 11 walnut dehydrators in San Joaquin County showed substantial over drying. Using grain moisture meters helps, but more accurate, faster methods are needed to test moisture of nuts throughout the bin.
Full text
Since heated-air drying of walnuts began in the 1930s, many innovative steps have been taken to improve dehydrator performance and efficiency, including better ways of monitoring nut moisture content during drying. Dehydrators normally try to achieve a final average nut moisture content of around 8%. This is considered the optimum moisture content for postharvest handling and stability.
Drying walnuts beyond 8% moisture wastes gas and electricity, results in lost tonnage, reduces dehydrator capacity, and may increase breakage of nuts during handling. Each 1% reduction in moisture below 8% results in the loss of approximately 20 pounds of nuts per ton dried. A dehydrator operator who dries 500 tons per year to an average 7% final moisture content, for example, needlessly removes 5 tons of moisture annually. This represents a direct loss in revenue for both the grower and the dehydrator. Proper drying to 8% moisture increases the amount the dehydrator can process within a specific period, allowing for smaller physical plant capacity and more timely harvesting.
Dehydrator observations
During the 1988 walnut harvest season, we studied the performance of selected walnut dehydrators in San Joaquin County. The objective was to assess the extent to which overdrying or underdrying was occurring among those dehydrators. Fixedbin, pot-hole, and trailer dryers were included among the 11 dehydrators who participated in the study (table 1).
Throughout the 5-week harvest season, we visited these dryers one to three times a week. At each visit, several pairs of 30-nut samples were collected at random from the conveyors loading “wet” nuts into bins for drying. We weighed these samples to determine initial moisture content, enclosed them in loose mesh bags, and placed them in bins or trailers in pairs, one sample near the bottom and one near the top, as bins were being filled. Dehydrator operators were asked to remove the samples from the dryers as soon as drying was judged to be finished and to place each sample in a plastic bag to prevent further changes in moisture.
Within 1 or 2 days, we retrieved the dehydrated samples from each cooperator, and determined their final moisture content by weighing nuts before and after air-ovendrying for 48 hours at 200°F. During the study, 81 tests were conducted at the 11 dryers. Varieties sampled included Payne, Hartley, Eureka, Vina, Serr, Pedro, Mayette, Franquette, and Nugget.
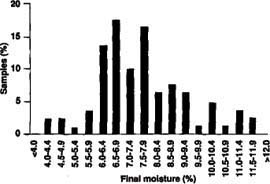
We estimated the final average moisture content of nuts in a bin by averaging the final moisture content of samples placed on the top and bottom of that bin. When evaluated in this way, two-thirds of bins sampled had average moisture contents below the 8% optimum level, and 41% yielded samples with average moisture content less than 7% (fig. 1). In addition, a surprisingly large number of samples were significantly underdried; 20% of bins sampled had average moisture contents above 9%.
Individual cooperating dehydrators varied in their ability to dry accurately to 8% moisture (fig. 2). Final moisture in samples from dehydrators S and M bracketed 8% quite well. Cooperators O, A, and G, on the other hand, showed a marked tendency toward underdrying, while T and E tended to overdry. Our samples suggest that dehydrators U, R, I, and J consistently overdried loads of nuts.
Cooperators who tended to underdry may have done so intentionally to increase weight. Since underdried nuts are more susceptible to mold and other postharvest losses, most walnut handlers will not accept loads of nuts above 8% average moisture content. These dehydrators thus risk having underdried loads rejected by their handlers and returned for additional drying.

TABLE 1. Average difference in moisture content between samples placed on top and bottom of dryer bins among participating dehydrators

Because the heated air used to dehydrate nuts enters through the bottom of bins and exits from the top, the top nuts dry more slowly than those at the bottom or middle of the bins. This can lead to large differences in final moisture content of nuts from the bottom and top. Nuts are usually selected from the top to monitor moisture content during drying, because it is difficult to sample those from the bottom or middle of the bins. This practice can lead to substantial overdrying of bottom and middle nuts if drying is allowed to proceed until top nuts reach the optimum 8% moisture.
Project cooperators varied widely in the average difference in final moisture content between top and bottom samples (table 1). Several factors contribute to top-to-bottom differences in final moisture content, including initial nut moisture content. Statistical analysis of the data showed a weak (r=0.305) but highly significant (p=.008) correlation between the average initial moisture content of nuts in a bin and top-to-bottom difference in final moisture content. That is, high initial nut moisture contributed to large differences in final moisture content between the top and bottom nuts within bins. Although dehydrator operators have little or no control over incoming nut moisture content, they can reduce the final moisture gradient between top and bottom nuts by reducing bin depth, increasing the rate of air flow through the bins, or recirculating a portion of the air exiting the bins.

Typical fixed-bin walnut dehydrator. Doors under each bin regulate the flow of heated air through a sloped screen floor in the bin.
Conclusions
The traditional method used by dehydrator operators to determine whether nuts have dried sufficiently is to select nuts from the top of the dryer and crack them to see if the membrane separating the two kernel halves is brittle or pliable. This method is still widely used and accepted. In the 1970s, calibration charts were developed for hand-held grain moisture meters to measure the moisture content of ground walnut samples. These meters are relatively inexpensive and provide a more objective measure of walnut moisture than the traditional method. In our study, cooperators A, S, T, and M used moisture meters to monitor the progress of drying. In general, these dehydrators tended to bracket the optimum 8% moisture better than the others who used the traditional method. These results suggest that the hand-held moisture meters help dehydrators dry loads accurately to the optimal 8% moisture.

In a pot-hole dehydrator, heated air enters through the bottom of the bins via an underground air tunnel from the burner.
Our results also suggest that substantial overdrying may be occurring among walnut dehydrators. Walnut growers should consider accuracy in controlling final moisture content an important criterion in selecting a dehydrator. In addition, improved methods of monitoring nut moisture content during drying are needed. Although the hand-held grain moisture meters measure nut moisture content more accurately than the traditional method, measurements are time-consuming (10 to 20 minutes per sample). Both methods also are subject to sampling errors, because nuts selected for testing are usually taken from the tops of bins. In 1989, new electronic sensing equipment that gives an instantaneous and integrated measurement of bin moisture content will be evaluated at selected San Joaquin County dehydrators.

Trailer dryer is supplied with heated air from a portable fan/burner assembly. The air is directed to the nuts through a screen-covered air plenum in the bottom of the trailer.
Walnut dehydrators vary in performance

